


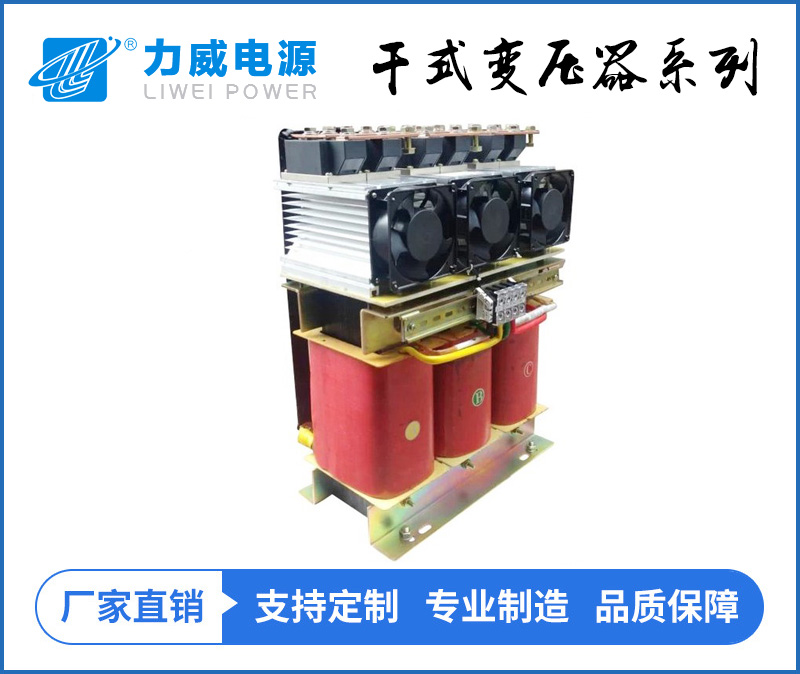
ZSG系列三相整流变压器,为户内空气自冷式,电解、电镀、有色金属冶炼、工矿电气交通等均普遍采用直流电源,整流变压器系列用作整流网络前的主变压器。
本系列产品铁芯选用优质晶粒取向冷轧硅钢片,铁柱和铁轭为多级阶梯迭积的圆截面或矩形截面。
线圈是由铜导线或铜箔绕制,根据容量、电压和电流的不同,初级线圈分圆筒式绕组或饼式绕组,次级线圈分螺旋式绕组或连续式绕组,初、次级线圈的出线头引至固定的接线板或接线铜排,绝缘等级分为B级、F级和H级。

大电流整流变压器ZSG-200KVA AC380V转DC110V36V变压器
力威产品优点:
噪音极小,利于营造良好的工作环境,结构合理,能够符合各种高标准的安全要求。体积小、重量轻,便于安装。效率高,空载损耗显著减少,适合于长期连续工作。产品的客种输入、输出电压的高低、连接组别、调节抽头的*及位置(一般为±5%)、绕组容量的分配、次级单机绕组的配备、整流电路的运用、是否要求带外壳等,均可根据用户的要求进行精心的设计与制造。
本套装工艺适用于容量20kVA及以下,电压AC220V及以下的干式整流变压器圆筒式高低压绕组整体前的套装直流变压器
工艺准备
①准备好套装用的整流变压器绝缘撑条和白蜡;
②备齐套装用的专用压具、对直工具及通用工具电工钳、尖嘴钳、扁钳、头等
③备齐测量用的卡尺钢片直尺、卷尺、及剪尺、扳手等
操作过程
①将上道工序绕制好且经过检验合格的、每台配好的AC220V转48v直流变压器一、二次绕组(一次绕组为重绕的新绕组、二次绕组为检修后的原绕组)分别按顺序摆好
②把撑条及对直工具套在单相整流变压器的二次绕组外面,须对正二次绕组层间撑条
③按规定出头位置将一次绕组套在撑条对直工具外面,整流变压器的一次绕组层间撑条和对直工具的槽子必须对正在同一条直线上
④在撑条对直工具端部槽子内,将直流变压器绝缘撑条相对称的全部塞入
⑤把对称的两根撑条先敲入绕组1/4,然后把其余的撑条以60°角对称的敲入绕组1/4,再后可按以上方法把全部撑条敲入绕组内,直到与整流变压器绕组端部相平为止,操作中敲撑条的顺序是:首先敲入绕组1/4相对的两根,再敲与已敲入撑条成60°的两根,*敲45°的撑条方法同④及⑤条。为敲入方便起见,可在整流变压器绕组撑条两平面上涂上白蜡
⑥撑条敲好后取出对直工具,进行仔细自检,主要检查撑条分挡是否均匀,合格后进行压装。
⑦把套装好的绕组放在套装压具的下压扳上面,每相绕组的上下端各放同型号的短钢两根,绕组相间距离不得小于40mm,然后套好压具的上压板,拧紧四角螺杆,压装时应注意每付压具只能压装绕组一层,不得重压,装四角螺杆要垂直,绕组高度要一致,不得倾斜,压后用于净的压缩空气吹净绕组表面的一切灰尘、异物。
⑧将压装好的直流变压器BKZ-20KVA绕组吊入烘箱的平车上,准备浸漆前的预烘干燥。





